靖江市皓宸金属涂装有限公司 专业达克罗金属涂覆防腐
全国咨询热线:15961071683



众所周知,如今的达克罗设备是生产活动中实现防腐活动常用的一种,因为达克罗技术的防腐效果还是很不错的。那么,我们在使用无铬达克罗设备时应该注意些什么呢?这是我们需要了解,这样我们才能实现更好的防腐处理,亚罗克为大家分析一二。无铬达克罗设备的使用注意要点 1、涂层溶液,不允许涂层溶液暴露在高温下,
了解详情
U形螺栓在标准件里属于常见的,航天工程中经常会用到,甚至可以说是不可替代的。 但是我们使用的时候很多人不知道U型螺栓的特性,接下来小编为您简单讲一下U型螺栓的几个特点。 1.U型螺栓的超强耐腐蚀性: 达克罗膜的厚度虽然只有
了解详情
达克罗表面处理技术系统的涂装环境是指涂装设备内部以外的空间环境。空间方面,应该包括涂装车间(车间)内外的空间,而不仅仅是地面部分。 在技术参数方面,要注意的包括:涂装车间(厂房)内的温度和湿度。对于涂装车间(车间)外的环境要求,工厂总平面布置应远
了解详情
达克罗涂液是指涂料生产过程中使用的化学材料和辅料。包括清洗剂、表面处理剂、磷化液、钝化液、各种涂料、溶剂、腻子、密封胶、防锈蜡等化工材料;还应该包括工艺中使用的纱布、砂纸、橡胶和塑料部件。 从涂装工艺的角度,重点了解化工材料的各种技术性能,对涂装
了解详情
市面上能看到的黑色达克罗涂层,仔细看会发现一个是亚光的,一个是有光泽的。这就是为什么要用黑色达克罗涂层的原因,大概不外乎以下几种情况: 一、出口产品的需要。国内有些出口商因为对方提出必须有黑色涂层,所以用黑色涂层来满足用户的需求。 &
了解详情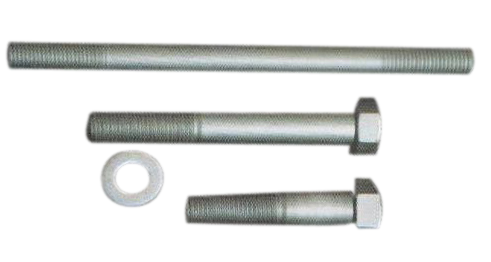
建筑用达克罗表面处理应注意的几个问题 达克罗表面处理又称达克罗和锌铬膜,是一种金属表面处理技术,是一种薄片状的锌基铬盐保护涂层。那么施工专用达克罗有哪些注意事项呢?
了解详情
根据不同的产品要求,紧固件有多种表面处理方法和加工工艺。按表面处理方法分,有多种方法,如涂漆、电镀、化学镀、真空镀膜、浸镀、阳极氧化、化学喷砂硬化、镀膜、气相沉积、渗碳、渗氮、表面淬火等。技术越来越优越,方法很多,物理,化学,电加工,机械,冶金等等。 &nbs
了解详情
达克罗金属涂覆有什么优点? 不同的金属涂覆应用方法也不同。在购买达克罗之前,你需要了解它的性能。我们来看看达克罗金属涂覆的好处。 基础的金属涂覆工艺是需要在金属设备的防腐施工前进行表面清洁,这样可以保证镀层和基底金属很好的接触,但是一般的金属零部件表面通常会有氧化、锈蚀、毛
了解详情达克罗表面处理的出现对传统镀锌技术形成了强烈的冲击,被认为是将替代传统镀锌技术的防腐技术。它所形成的是锌铬涂层。是将锌粉、铝粉、铬酐为基料制成的一种无机水溶性涂料直接浸涂在处理后的工件表面,经烘干,烧结,然后形成一层无机膜层的表面处理技术。可以避免氢脆现象的发生,其产生的
了解详情
辞旧千家乐,迎新万户欢。 满怀着奋斗与收获的喜悦,我们依依惜别了2022年。 满载着机遇与梦想,我们迎来了生机勃勃、充满希望的2023年。 一元复始,万象更新, 2023年新春来临之际,向一直以
了解详情

TEL:0523-84351683
MOB:15961071683
EMAIL:haochendkl2019@163.com
靖江市皓宸金属涂装有限公司主要承接达克罗表面处理、达克罗金属表面处理等金属涂覆加工。
公司地址:靖江市生祠镇江平中路59号
备案号:苏ICP备2021015196号-1 | 网站地图 XML地图